


Бутален прът с пневматичен цилиндър от неръждаема стомана 304, вал от неръждаема стомана


Представяне
Пръчките първо се подлагат на прецизно фрезоване и обработка и след това се подлагат на хромирана обработка на повърхността на смилане, което позволява ниво на повърхностна прецизност f8 и повърхностна твърдост, достигаща HV850 минимум и нагоре, което не само спомага за подобряване на устойчивостта на износване, но също така спомага за удължаване жизнения цикъл на пръчките, като по този начин помага на клиента да спести разходи.
Приложение
Директно за цилиндър, цилиндър, бутален прът на амортисьора и се използва широко в текстилния печат и боядисване, печатарски машини, направляваща релса, машина за леене под налягане, водещ прът на машина за леене под налягане, ежектор и други механични продукти от водещ щифт и четири- направляващ стълб за колонна преса, факс машини, принтери и други съвременни водещи валове за офис машини и някои прецизни тънки валове за продуктите на индустрията за части.
информация за продукта
| спецификации | φ6-φ12 | φ16-φ25 | φ30-φ50 | φ55-φ100 | φ105-φ1200 |
| дължина | 200-2000 | 200-3000 | 200-5000 | 200-10000 | 1000-10000 |
| Грапавост на повърхността | Ra<0,2 | ||||
| Повърхностна обработка на твърдост | HRC6 | Прямост | 0,15/1000мм | ||
| Кръг на толерантността | GB1184 9Степен | Дебелина на хром | Според изискванията на потребителя | ||
| Толерантност към размера на цял ръст | GB1100ITСтепен | Материал | Според изискванията на потребителя | ||
| Ос на твърдост | HB220-280 | ||||
| Състояние на наличност | Без повърхностна обработка, хромирано или никел-фосфорно покритие на повърхността, азотиране на повърхността със солен спрей | ||||
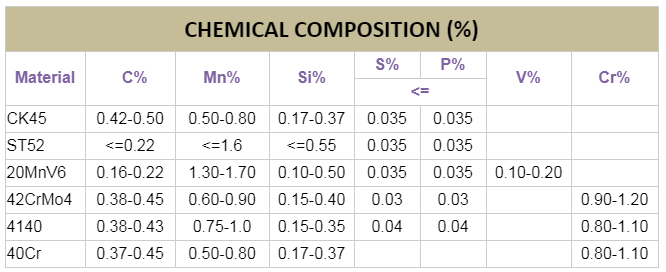
| ХИМИЧЕН СЪСТАВ(%) | |||||||
| Материал | C% | Mn% | Si% | S% | P% | V% | Cr% |
| <= | |||||||
| CK45 | 0,42-0,50 | 0,50-0,80 | 0,17-0,37 | 0,035 | 0,035 | ||
| ST52 | <=0,22 | <=1,6 | <=0,55 | 0,035 | 0,035 | 0,10-0,20 | |
| 20MnV6 | 0,16-0,22 | 1.30-1.70 | 0,1-0,50 | 0,035 | 0,035 | ||
| 42CrMo4 | 0,38-0,45 | 0,60-0,90 | 0,15-0,40 | 0,03 | 0,03 | 0,90-1,20 | |
| 4140 | 0,38-0,43 | 0,75-1,0 | 0,15-0,35 | 0,04 | 0,04 | 0,80-1,10 | |
| 40Cr | 0,37-0,45 | 0,50-0,80 | 0,17-0,37 | 0,80-1,10 | |||
| Диаметър | Тегло | Толерантност | Толерантност | Толерантност |
| mm | кг/м | f7(μm) | f8 (μm) | h6(μm) |
| ¢6 | 0,22 | -10--22 | -10--28 | 0--9 |
| ¢8 | 0,39 | -13--28 | -13--35 | 0--9 |
| ¢10 | 0,62 | -13--28 | -13--35 | 0--11 |
| ¢12 | 0,89 | -16--34 | -16--43 | 0--11 |
| ¢16 | 1.58 | -16--34 | -16--43 | 0--11 |
| ¢18 | 2.00 | -16--34 | -16--43 | 0--13 |
| ¢20 | 2.47 | -20--41 | -20--53 | 0--13 |
| ¢22 | 2,99 | -20--41 | -20--53 | 0--13 |
| ¢25 | 3,86 | -20--41 | -20--53 | 0--13 |
| ¢28 | 4.84 | -20--41 | -20--53 | 0--13 |
| ¢30 | 5.55 | -20--41 | -20--53 | 0--16 |
| ¢32 | 6.32 | -25--50 | -25--64 | 0--16 |
| ¢36 | 8.00 | -25--50 | -25--64 | 0--16 |
| ¢38 | 8.91 | -25--50 | -25--64 | 0--16 |
| ¢40 | 9,87 | -25--50 | -25--64 | 0--16 |
Таблица за химичен състав
ЧЗВ:
Q1: Какво представлява пневматичният цилиндър от неръждаема стомана с твърди хромирани пръти?
A: Твърдите хромирани пръти от неръждаема стомана се използват главно за хидравлични и пневматични бутални пръти за инженерни машини, автомобилостроене, направляващи стълбове за пластмасови машини, ролки за опаковъчни машини, печатни машини, текстилни машини, оси за транспортни машини и линейни оптични оси за линейно движение..Буталният прът се обработва чрез валцуване.Тъй като повърхностният слой има остатъчно повърхностно напрежение, той помага да се затворят микропукнатините по повърхността и да се възпрепятства разширяването на корозията.
Q2: Какви са характеристиките на буталния прът на пневматичния цилиндър от неръждаема стомана?
О: Буталният прът на пневматичния цилиндър от неръждаема стомана се обработва чрез валцуване.Тъй като повърхностният слой има остатъчно повърхностно напрежение, той помага да се затворят повърхностните микропукнатини и да се възпрепятства разширяването на корозията.
По този начин се подобрява повърхностната устойчивост на корозия и може да се забави генерирането или разширяването на пукнатини от умора, като по този начин се подобри якостта на умора на пръта на цилиндъра.Чрез формоване на ролка върху валцуваната повърхност се формира втвърден при студена работа слой, който намалява еластичната и пластична деформация на контактната повърхност на шлифовъчната двойка, като по този начин подобрява устойчивостта на износване на повърхността на пръта на цилиндъра и избягва изгаряния, причинени от шлайфане.След валцуване стойността на грапавостта на повърхността се намалява, което може да подобри свойствата на свързване.В същото време се намалява повредата от триене на уплътнителния пръстен или уплътнителния елемент по време на движението на буталото на пръта на цилиндъра и се подобрява цялостният експлоатационен живот на пневматичния цилиндър.
Q3: Какви са предимствата на буталния прът от неръждаема стомана 304
О: Неръждаемата стомана 304 е материал, използван при производството на бутални пръти.Устойчив е на слаби корозивни среди като въздух, пара и вода.Често използваните материали са 304, 316. Заваряемостта, възможността за полиране, устойчивостта на топлина, устойчивостта на корозия и устойчивостта на корозия на тези материали са относително добри.Чрез прецизно студено изтегляне, прецизно шлайфане, високо прецизно полиране и други процеси, буталния прът от неръждаема стомана, произведен от Всички технически показатели отговарят и надвишават националните стандарти, така че често се използват в маслени цилиндри, въздушни цилиндри и амортисьори.
В4: Какъв е процесът на валцоване на буталния прът на пневматичния цилиндър от неръждаема стомана?
О: Буталният прът на пневматичния цилиндър от неръждаема стомана се обработва чрез валцуване.Тъй като повърхностният слой има остатъчно повърхностно напрежение, той помага да се затворят повърхностните микропукнатини и да се възпрепятства разширяването на корозията.
По този начин се подобрява повърхностната устойчивост на корозия и може да се забави генерирането или разширяването на пукнатини от умора, като по този начин се подобри якостта на умора на пръта на цилиндъра.Чрез формоване на ролка върху валцуваната повърхност се формира втвърден при студена работа слой, който намалява еластичната и пластична деформация на контактната повърхност на шлифовъчната двойка, като по този начин подобрява устойчивостта на износване на повърхността на пръта на цилиндъра и избягва изгаряния, причинени от шлайфане.След валцуване стойността на грапавостта на повърхността се намалява, което може да подобри свойствата на свързване.В същото време се намалява повредата от триене на уплътнителния пръстен или уплътнителния елемент по време на движението на буталото на пръта на цилиндъра и се подобрява цялостният експлоатационен живот на пневматичния цилиндър.
Q5: Какви са характеристиките на буталния прът от неръждаема стомана на пневматичния цилиндър?
A: 1. Отлична устойчивост на корозия, добра устойчивост на корозия в производствения процес на целулоза и хартия.Освен това неръждаемата стомана 304 също е устойчива на корозия от океана и корозивна промишлена атмосфера.
2. В среда с висока температура неръждаемата стомана 304 има добра устойчивост на окисление.При условия на висока температура, когато концентрацията на сярна киселина е по-ниска от 15% и по-висока от 85%, неръждаемата стомана 304 има широк спектър от приложения.
